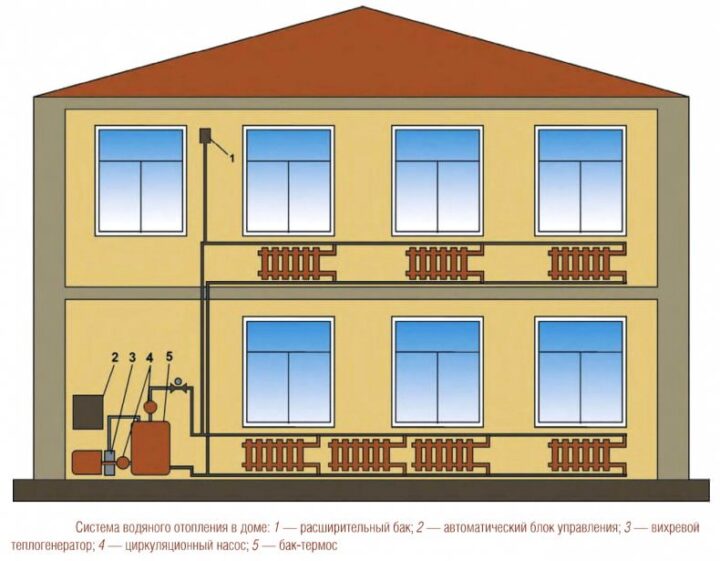
Зварювання металевих труб опалення використовується там, де застосовують котел, що функціонує з високотемпературним теплоносієм.

Такий метод з’єднання стиків вважається більш: надійним, герметичним, довговічним, стійким перед термічними навантаженнями.

Спосіб зварних з’єднань
За допомогою зварювання можна з’єднати труби настільки герметично, що ймовірність протікання дорівнюватиме 0%. Це можуть бути як фланцеві, так і муфтові стики. Виконання зварного шва здійснюється за допомогою сплаву металу по кромках відрізків двох труб.










Щоб виконати з’єднання використовують різні методи. Вибір залежить від:
- Метал, з якого виконані труби;
- Товщини їх стінок;
- Варіант зіставлення один з одним.

Нижче представлені види з’єднань.
- Встик. Заготовки стикаються один з одним за перерізом.
- Фрагменти виставляють перпендикулярно. На вигляд вони повинні нагадувати букву Т.
- Між двома деталями повинен бути кут у 45-90градусів.
- З нахлестом. Край однієї труби розвальцьовують і надягають на поверхню іншого, після чого проводять зварювання стиків.

Типи зварних швів
- Горизонтальні. Заготівлі мають бути розташовані взаємно-вертикально. Ця схема зустрічається під час монтажу водопостачання, опалення.
- Вертикальні. Заготівлі мають бути розміщені взаємно-горизонтально. Електрод ведеться у напрямку знизу догори або зверху донизу.
- Стельові. Через те, що трубопровід знаходиться надто високо, то зварювання починають із нижньої частини труби. Майстру доводиться тримати руку над собою.
- Нижні. Зварювання починають із верхньої точки з’єднання заготовок.

Найзручнішим способом вважає нижній шов. Під час зварювання, у спеціаліста буде гарний огляд робочого поля, є можливість повертати фрагменти, що з’єднуються, щоб прискорити процес і підвищити продуктивність роботи.